
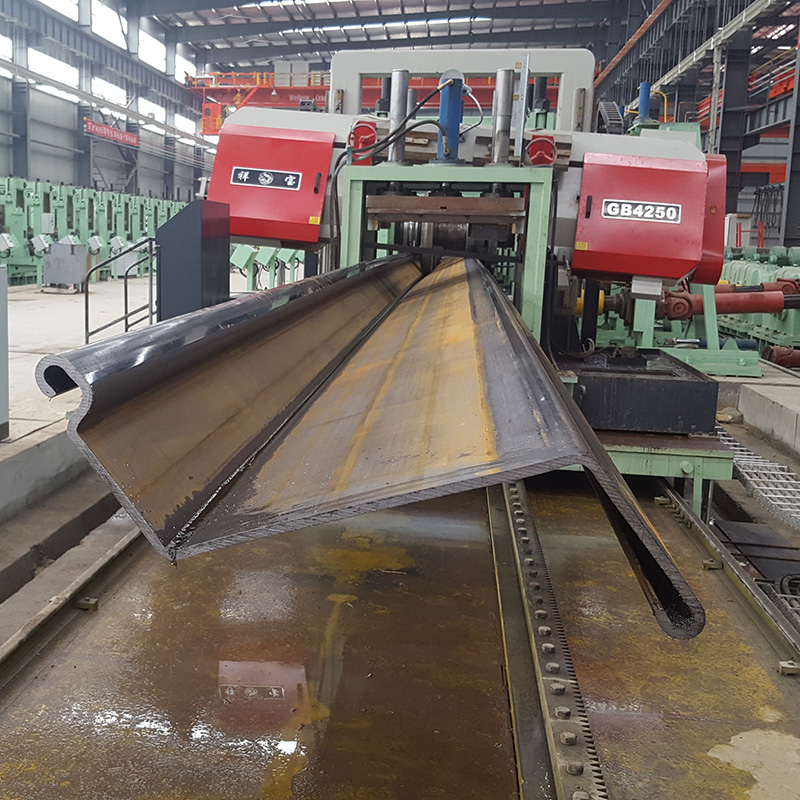
Oceľový pás je vystavený kontinuálnej deformácii za studena, aby vytvoril prierez v tvare Z, U alebo iného tvaru, ktoré je možné navzájom spojiť pomocou zámku na základové dosky budov.
Oceľové štetovnice vyrobené valcovaním za studena sú hlavnými produktmi z ocele tvárnenej za studena v stavebníctve. Oceľové štetovnice sa zatĺkajú (vtlačia) do základov pomocou baranidla, aby sa spojili a vytvorili oceľovú štetovnicovú stenu na zadržiavanie zeminy a zadržiavanie vody. Bežne používané typy prierezov sú: tvar U, tvar Z a rovný typ s oporou. Oceľové štetovnice sú vhodné na podopretie mäkkých základov a hlbokých základových jám s vysokou hladinou podzemnej vody. Konštrukcia je jednoduchá a jej výhodou je dobrá vodotesnosť a možnosť opätovného použitia. Stav dodania oceľových štetovníc Dodacia dĺžka oceľových štetovníc tvárnených za studena je 6 m, 9 m, 12 m, 15 m a je možné ich spracovať aj podľa požiadaviek používateľov s maximálnou dĺžkou 24 m. (Ak má používateľ špeciálnu požiadavku na dĺžku, je možné ju navrhnúť pri objednávke) Oceľové štetovnice tvárnené za studena sa dodávajú podľa skutočnej hmotnosti alebo podľa teoretickej hmotnosti. Použitie oceľových štetovníc Výrobky z oceľových štetovníc tvarovaných za studena sa vyznačujú pohodlnou konštrukciou, rýchlym postupom výstavby, bez potreby rozsiahlych stavebných zariadení a priaznivým seizmickým návrhom v stavebných inžinierskych aplikáciách. Tvar prierezu oceľových štetovníc tvarovaných za studena sa dá meniť podľa špecifických podmienok projektu a dĺžky, čím sa konštrukcia stáva ekonomickejšou a rozumnejšou. Okrem toho sa vďaka optimalizovanému návrhu prierezu oceľových štetovníc tvarovaných za studena výrazne zlepšil koeficient kvality výrobku, znížila sa hmotnosť na meter šírky steny pilóty a znížili sa náklady na projekt.
Zariadenie má nasledujúce výhody:
●Zlepšiť prevádzkovú výkonnosť a výrobný výkon
●Vysoký stupeň automatizácie, zníženie záťaže personálu
●Zlepšiť prevádzkové prostredie a bezpečnosť
● Zlepšiť stabilitu kvality výrobku, stabilné a spoľahlivé formovanie a splniť požiadavky na výrobu materiálov s rôznou hrúbkou a pevnosťou
●Zlepšiť výťažnosť produktu
●Znížte náklady na vybavenie
● Pomocou originálneho nemeckého softvéru COPRA na návrh priechodov je možné analýzou deformácie procesu tvárnenia profilov ohýbaním za studena určiť najvhodnejší proces tvárnenia ohýbaním za studena a deformačný priechod pred výrobou valca a na simuláciu je možné použiť technológiu simulácie konečných prvkov. V procese tvárnenia za studena sa optimalizuje návrh valca a simulácia napätia a deformácie sa používa na overenie, či v návrhu existuje nebezpečná oblasť náchylná na chyby.
●Aby sa ušetril čas pri výmene valcov pri zmene špecifikácií, sú pripravené rýchlovymeniteľné hriadele a rýchloupínacie zariadenia hnacieho hriadeľa a nástroje na výmenu valcov.
Čas uverejnenia: 21. februára 2023